Предлагаемый вниманию читателей малогабаритный сварочный аппарат позволяет производить сварочные соединения тонких металлических пластин, работать им как электрографом ("карандашом"), выполнять рисунки проводников макетных печатных плат на фольгированном стеклотекстолите.
Нередко при ремонте бытовой техники, содержащей автономный источник питания, например, батарею из гальванических или аккумуляторных элементов типоразмеров АА, ААА, можно заметить, что элементы соединены между собой полосками из тонкой металлической фольги контактной сваркой. При замене неисправных элементов, соединяя их пайкой, можно если не повредить полностью, то уменьшить срок их службы в результате перегрева.
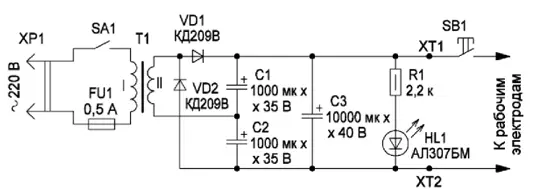
Рис. 1
Для соединения таких элементов контактной сваркой, а также проведения других мелких сварочных работ и был разработан малогабаритный сварочный аппарат, схема которого приведена на рис. 1. Сварка - конденсаторная контактная.
Аппарат содержит понижающий сетевой трансформатор, выпрямитель, накопительные конденсаторы, индикатор включения сети и кнопку подачи напряжения с накопительных конденсаторов через провода большого сечения на рабочие электроды.
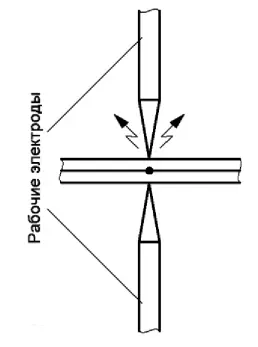
Рис. 2
При подаче напряжения сети выключателем SA1 сетевое напряжение, пониженное трансформатором Т1, поступает на выпрямитель, собранный на диодах VD1, VD2 по схеме с удвоением напряжения. К выходу выпрямителя подключены накопительные конденсаторы С1-С3. Конденсаторы заряжают ся, загорается индикатор включения сети - светодиод HL1. Напряжение на заряженном конденсаторе С3 устанавливается равным 20...25 В. При проведении сварочных работ провода со сварочными электродами подключают к клеммам XT1, XT2. Электроды устанавливают на место сварки, например, как показано на рис. 2, и нажимают на кнопку SB1. От импульса тока разрядки накопительных конденсаторов в точке электрического контакта двух свариваемых деталей происходит быстрый нагрев металла, он расплавляется и происходит сварное соединение. Светодиодный индикатор HL1 гаснет. После отпускания кнопки SB1 индикатор загорается вновь, что указывает на зарядку конденсатора С3 и возможность выполнения следующей точки сварки. Время зарядки конденсатора - около 30 с.
Трансформатор Т1 выполнен на броневом магнитопроводе Ш 10х20 мм. Автор использовал сетевой трансформатор от сгоревшего зарядного устройства сотового телефона. Первичная обмотка содержит 4350 витков провода ПЭЛ 0,1, вторичная - 242 витка провода ПЭЛ 0,29. Диоды VD1, VD2 заменимы другими с допустимым средним прямым током не менее 0,5 А. Конденсаторы - импортные. Светодиод HL1 - любой маломощный. Выключатель SA1 - ПМД1-1. Контакты кнопки SB1 во избежание обгорания должны выдерживать ток несколько десятков ампер.
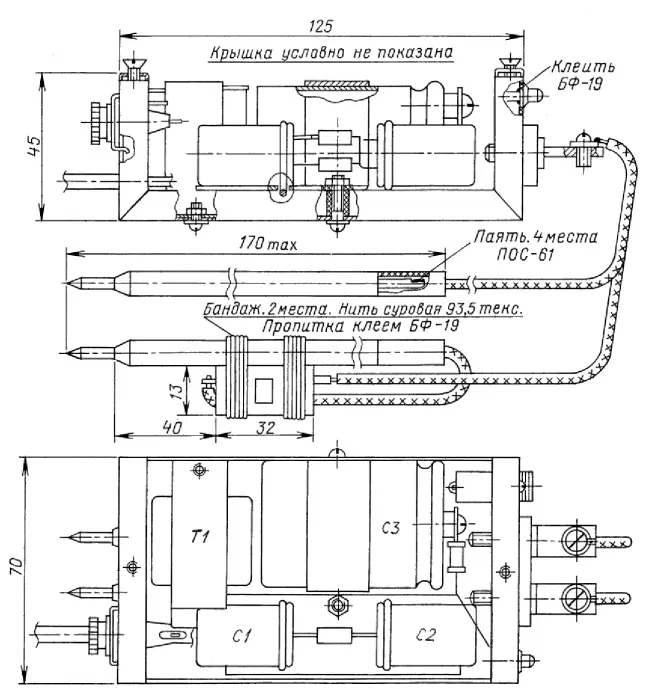
Рис. 3
Конструктивное исполнение аппарата приведено на рис. 3. Корпус состоит из основания и крышки, выполненных из кровельного железа толщиной 0,7 мм. На передней панели основания установлен светодиод HL1, выключатель SA1 и выведены два плоских зажима для подключения проводов от рабочих электродов. На задней стенке панели установлен держатель с плавкой вставкой FU1 и выведен шнур питания. Внутри корпуса установлены остальные элементы устройства. Трансформатор Т1 крепят к основанию винтами с гайками с помощью П-образной скобы, а конденсатор С3 - с помощью плоского хомута. Конденсаторы С1, С2 закреплены на плате из фольгированного стеклотекстолита хомутами из медного провода пайкой. Плата крепится к основанию винтом с гайкой. Диоды VD1, VD2 и резистор R1 припаяны непосредственно к соответствующим выводам конденсаторов С1-С3. Провода от рабочих электродов закреплены в плоских зажимах винтами, что позволяет при наличии набора электродов с разной длиной проводов менять в некоторых пределах сварочный ток. Электроды выполнены в виде заострённых медных штырей (см. рис. 2) диаметром 3 мм. Каждый штырь помещён в корпус от шариковой авторучки, из которой удалён стержень. На одном из корпусов со штырём закреплена кнопка SB1.
Аппаратом можно делать электрографические надписи на металлах, а также выполнять рисунки проводников макетных печатных плат, например, на фольгированном стеклотекстолите. Для этого на конце одного из рабочих электродов закрепляют более тонкий штырь диаметром 1 мм, также заострённый на конце. По рисунку проводников, нанесённому на плату, с нажатой кнопкой SB1 выжигают зазоры между проводниками. Далее плату проверяют на наличие невыжженных перемычек, и если они есть, то их пережигают. Плату промывают растворителем и сушат.
Процесс сварки, описанный выше, проводят с пластинами толщиной до 0,1 мм. Сварку пластин от 0,1 до 0,2 мм проводят иначе. В местах сварки керном предварительно делают пуклёвки. Далее пластину устанавливают на место сварки, в углубление пуклёвки ставят заострённый конец рабочего электрода и нажимают на кнопку.
При работе со сварочным аппаратом необходимо соблюдать технику безопасности. Обязательно работайте в защитных очках!
Автор: Л. Степанов, г. Истра Московской обл.